鉄筋ガス圧接継手
現在、わが国で主に使用されている鉄筋継手は、大別すると重ね継手を
含めて圧接継手、溶接継手、機械式継手の4種類になります。
ガス圧接継手は、鉄筋継手工法の主流であり、全国の継手総量の8割以上を占めています。
(2004年度実績)
鉄筋ガス圧接はコストが安く、直接鉄筋同士を接合するため、継手性能への信頼性が高く、鉄筋が込み合わないので、他の継手方法より施工する上で非常にメリットが大きいのです。
ガス圧接は、下の図のように鉄筋の接合面同士を突き合わせ、軸方向に圧縮力を加えながら、突き合わせ部を酸素・アセチレン炎で加熱し、接合端面を溶かすことなく赤熱状態でふくらみを作り接合する工法です。この時の接合温度は1200~1300℃が適温です。
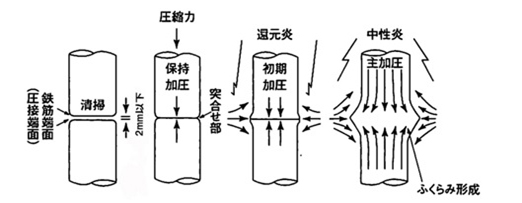
また、下の図のように鉄筋の端面同士を突き合わせて、加熱すると、鉄筋Aと鉄筋Bの両端面の原子が接合面をまたいで拡散し、金属結合して一体化することにより、接合されます。
金属結合して一体化するためには、次の3つの条件を満たさなければなりません。
①加圧 :両端面の原子距離を近づけ、金属結合を促進させる
②加熱 :変形抵抗を減じ、原子の動きを活発にする
③圧接時間 :圧接端面の原子が、全て金属結合する時間を確保する